管对管板是热交换器、锅炉和蒸汽发生器的组成部分。这些常用系统是为在两种或多种流体之间传递热量而开发的。它们广泛用于许多行业,主要集中在发电厂,化工厂,石  化厂,炼油厂等。热交换器、锅炉和蒸汽发生器由于其使用寿命长和相当频繁的使用,疲劳失效的风险更高。这些故障可能会使员工面临风险,并导致代价高昂的工厂和炼油厂停工。UNINDT专家可以帮助您避免这些风险,并通过我们先进的检测计划保护您的设备。
化厂,炼油厂等。热交换器、锅炉和蒸汽发生器由于其使用寿命长和相当频繁的使用,疲劳失效的风险更高。这些故障可能会使员工面临风险,并导致代价高昂的工厂和炼油厂停工。UNINDT专家可以帮助您避免这些风险,并通过我们先进的检测计划保护您的设备。
长期以来,管板焊缝的检测一直是一项行业挑战,没有高效或可靠的实际体积检测方法。目前用于检测管对管片的方法如果完全通过传统的RT方法完成,则该过程缓慢且质量通常较低。UNINDT的专家专为管子管板角焊缝射线检测应用设计的换热管管板角焊缝专用射线检测系统UNIRT-MCTS使用先进的数字射线照相方法,与传统方法相比,可以实现无与伦比的生产率提高。我们的定制技术与我们先进的软件相结合,可提供无与伦比的结果和清晰的数字图像。设备中的故障通常是由于管材到管片在壳管的焊接接头中遇到疲劳失效引起的。这些故障是由焊接接头的缺陷或初始裂纹或共振形成的不合适的膨胀引起的。对服务换热器系统的检查需要检查一定比例的密封焊缝。检查应在新制造和翻新期间进行。
我们对管对管片的检查是在管束式换热器、锅炉的焊接接头上进行的。我们的高级检测既可以在制造后进行,也可以在使用中进行。
管子管板角焊缝射线检测技术是一项特殊的检测技术——采用特殊的射线源,特殊的工装和工艺,对特殊结构——管子管板角焊缝实施透照,获得角焊缝的透视图像,从而检测出其中的埋藏缺陷。该技术应用极大地提高了换热器产品质量,使换热器投用后的意外泄漏率显著降低,从而有利于化工装置长周期运行。
 与常规射线检测技术相比,管板角焊缝射线检测技术更复杂一些,灵敏度影响因素也更多一些,至少包括:射线源、补偿器、曝光参数、角焊缝结构、管头规格尺寸等。
与常规射线检测技术相比,管板角焊缝射线检测技术更复杂一些,灵敏度影响因素也更多一些,至少包括:射线源、补偿器、曝光参数、角焊缝结构、管头规格尺寸等。
早期使用的是小焦点Ir192专用射线机,后来发明了专用棒阳极X射线机进行管板角焊缝射线检测。众所周知,Ir192放射源具有线质硬且无法调节,强度随时间衰减且无法调节,照相对比度低、清晰度差、灵敏度低等缺点,所以逐渐被棒阳极X射线取代。实践证明,棒阳极X射线的照相灵敏度比Ir192放射源高2-3个等级。
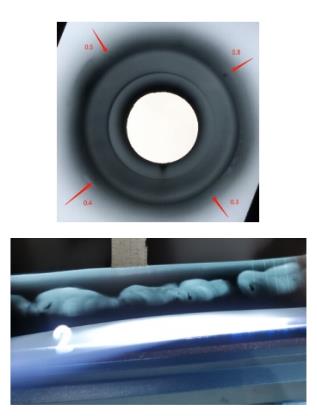
UNIRT-MCTS使用德国专利技术,世界独有的0.6mm小焦点远低于国家标准规定的焦点小于1mm的要求。检测灵敏度在低碳钢中可检测小0.3 mm缺陷。
该设备具有多项世界级独家专利,其中核心的极速升压技术,解决了常规产品高压包使用300次就损坏的瓶颈,使用寿命,满负荷运行高达十年以上。
补偿器是该技术应用不可缺少的工装,其作用是减小透照厚度差,降低散射比,阻挡边蚀,使底片上检测区域的黑度相对均匀。补偿器的结构和形状对照相灵敏度有较大影响,管子直径、壁厚、角焊缝型式、坡口深度、焦距等都与补偿器相关。不恰当的补偿器设计,以及补偿器不恰当使用,会导致灵敏度大幅度降低。
 棒阳极X射线的曝光参数包括管电压、曝光量、焦距、投射角度等。管电压主要影响底片对比度和检测区域黑度差,曝光量主要影响底片黑度;而焦距和投射角度对灵敏度的影响比较特别:焦距和管径共同决定投射角度η,焦距趋小或管径趋大,会导致投射角度变大,底片上影像畸变也变大。不恰当的投射角度会影响底片黑度、进而降低清晰度、对比度、灵敏度和检测精度,由于影像畸变和放大的影响导致缺陷定量不准,实际检测时,所选投射角度η一般不大于40°。 虽然换热器管子管板角焊缝结构参数较多,但研究表明,影响灵敏度的主要参数有4个,分别是:管子内径d、壁厚t、坡口深度Y,管子伸出管板长度Z。管子内径d越大,壁厚t越厚,坡口深度Y越大,管子伸出管板长度Z越长,则检测所需的X射线管电压越高,补偿器设计难度越大,达到标准规定的灵敏度的难度也越大。
棒阳极X射线的曝光参数包括管电压、曝光量、焦距、投射角度等。管电压主要影响底片对比度和检测区域黑度差,曝光量主要影响底片黑度;而焦距和投射角度对灵敏度的影响比较特别:焦距和管径共同决定投射角度η,焦距趋小或管径趋大,会导致投射角度变大,底片上影像畸变也变大。不恰当的投射角度会影响底片黑度、进而降低清晰度、对比度、灵敏度和检测精度,由于影像畸变和放大的影响导致缺陷定量不准,实际检测时,所选投射角度η一般不大于40°。 虽然换热器管子管板角焊缝结构参数较多,但研究表明,影响灵敏度的主要参数有4个,分别是:管子内径d、壁厚t、坡口深度Y,管子伸出管板长度Z。管子内径d越大,壁厚t越厚,坡口深度Y越大,管子伸出管板长度Z越长,则检测所需的X射线管电压越高,补偿器设计难度越大,达到标准规定的灵敏度的难度也越大。
UNIRT-MCTS射线管的宽焦距范围40-350mm,可以进行管管对接、管板对接、狭小空间等多种复杂结构的检测,避免了因为管子伸出长度变化导致源-焊缝-胶片的相对位置改变,射线投射角度随之而变,则补偿器需要重新设计制作,而射线穿透厚度发生变化,管电压、曝光量也要重新选择,拍摄的底片黑度、清晰度、灵敏度也都有变化的困扰,使检测灵敏度达到标准要求,检测可靠性得到保证。可选的小CR胶片,避免了DR因设备运行温度升高产生的图像漂移,要经常校准的烦恼,而且具有节省胶片耗材,比胶片灵敏度更高,节能环保,节省时间等优势。